Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
МЕХАНИЗМ ГАЗОРАСПРЕДЕЛЕНИЯ ДИЗЕЛЯ Д-245 ТРАКТОРОВ МТЗ-100, МТЗ-102
Механизм газораспределения предназначен для впуска в цилиндр воздуха и выпуска из него отработавших газов в определенные моменты времени. Механизм состоит из распределительного вала 1 (рис. 7), шестерен 2, 3, 4 и 6 (рис. 8), толкателей 2, штанг 5, осей 8 с пружинами 12 и 13, тарелками 9 и сухарями 10. Клапаны приводятся в действие от распределительного вала через толкатели, штанги, регулировочные винты б и коромысла 7, преодолевая усилие пружин 12 и 13.
Распределительный вал — трехопорный, приводится во вращение от коленчатого вала через шестерни б, 3 и 2 распределения (см. рис. 8). В качестве опор распределительного вала применяют подшипники скольжения, которые выполнены в виде втулок, запрессованных в расточки блока. Кулачки распределительного вала делают с небольшим наклоном к оси вала. Изменение точки контакта кулачка с толкателем обеспечивает его равномерный и меньший износ.
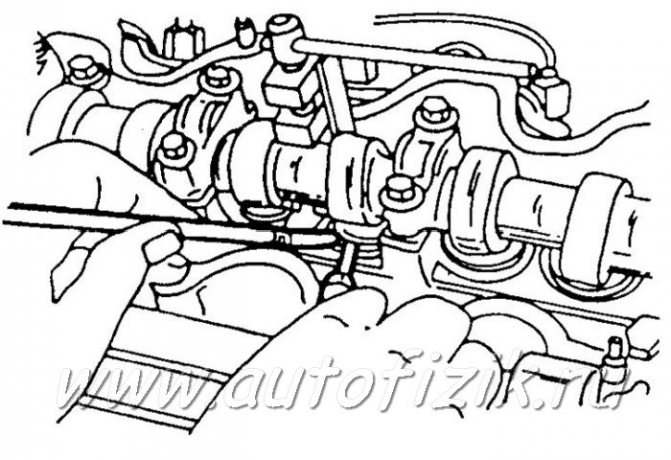
Коромысла 7 (см. рис. 7) клапанов свободно посажены на полой оси 8, которая установлена на стойках II, прикрепленных к верхней
плоскости головки 15 (см. рис. 4) цилиндров. Через радиальные отверстия в осях к коромыслам поступает смазка.
Впускные и выпускные клапаны 4
(см. рис. 7) перемещаются в направляющих втулках 3, запрессованных в головку цилиндров. Закрываются клапаны под действием наружной 13 и внутренней 12 пружин, которые нижними концами опираются на головку цилиндров, а верхними —на тарелку 9, удерживаемую на стержне клапана сухарями 10. Шестерни распределения (см. рис.  размещены в картере, который образован щитом распределения, прикрепленным к блоку 17 цилиндров (см. рис. 4), и крышкой 5 шестерен распределения.
размещены в картере, который образован щитом распределения, прикрепленным к блоку 17 цилиндров (см. рис. 4), и крышкой 5 шестерен распределения.
Качество наполнения и опорожнения цилиндров зависит от продолжительности открытия и закрытия клапанов.
Впускной клапан открывается с некоторым опережением, т. е. до прихода поршня в верхнюю мертвую точку (в.м.т.), а закрывается с некоторым запозданием, т. е. после того, как поршень минует нижнюю мертвую точку (н.м.т.). Это позволяет увеличить продолжительность впуска.
Выпускной клапан открывается до прихода поршня в н.м.т., а закрывается уже после прохождения в.м.т.
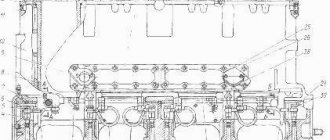
Рис. 7. Дизель Д-245 (поперечный разрез): 1 — распределительный вал; 2 — толкатель; 3 — направляющая втулка клапана; 4 ~ клапан; 5 — штанга; 6 — регулировочный винт; 7 — коромысло; 8 — ось коромысел; 9 — тарелка; 10 — сухарь; 11 — стойка; 12 — внутренняя пружина; 13 — наружная пружина.
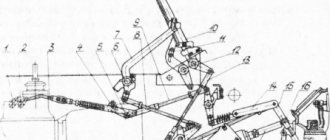
Рис. 8. Схема установки шестерен газораспределения: 1 — шестерня привода гидронасоса; 2 — шестерня распределительного вала; 3 — промежуточная шестерня; 4 —шестерня привода топливного насоса; 5 — ведущая шестерня масляного насоса: 6 — шестерня коленчатого вала.
содержание .. 1 2 3 9 ..
Подготовка стягиваемой поверхности блока и головки
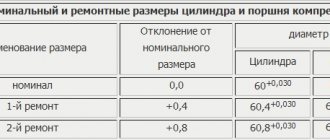
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
ГРМ и клапаны дизеля Д-245
Распределительный механизм ГРМ Д-245 автомобилей ЗИЛ-5301 Бычок, ГАЗ-3309, МАЗ-4370 Зубренок состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал – пятиопорный, приводится в действие от коленчатого вала через шестерни распределения. Подшипниками распределительного вала служат пять втулок, запрессованных в расточки блока.
Передняя втулка (со стороны вентилятора) из алюминиевого сплава имеет упорный бурт, удерживающий распредвал Д-245 от осевого перемещения, остальные втулки из специального чугуна.
Толкатели клапанов – стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распредвала изготовлены с небольшим наклоном, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов — стальные, качаются на оси, установленной на четырех стойках. Крайние стойки — повышенной жесткости.
Ось коромысел полая, имеет восемь радиальных отверстий для подвода масла к коромыслам. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны Д-245 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
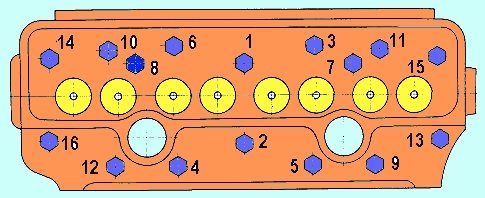
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
AUTOFIZIK.RU / авторемонт
Последовательность регулировки зазоров клапанов при установки поршня первого цилиндра в положение ВМТ
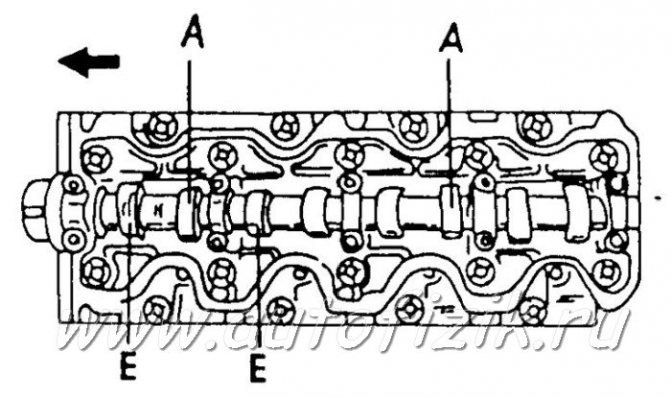
Е – распределительный вал впускных клапанов А – распределительный вал выпускных клапанов Последовательность регулировки зазоров клапанов при установки поршня четвертого цилиндра в положение ВМТ
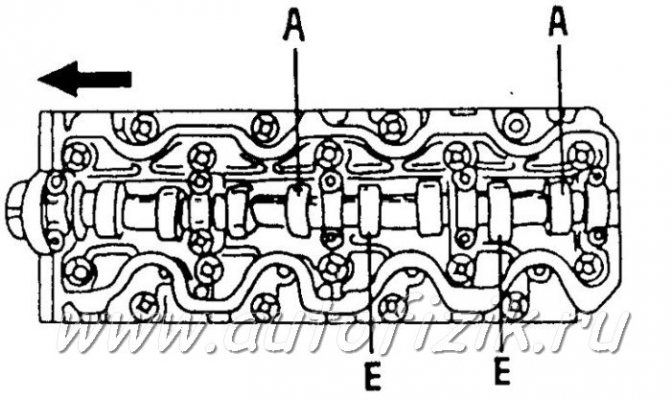
Е – распределительный вал впускных клапанов А – распределительный вал выпускных клапанов Использование специального инструмента для прижатия толкателей в их отверстия
Для изъятия регулировочных шаюб используются отвертка и магнит. На дизельных двигателях зазоры клапанов проверяются и регулируются на холодном двигателе. ПОРЯДОК ВЫПОЛНЕНИЯ 1. Снимите крышку головки цилиндров. 2. Проверните двигатель до установки поршня первого цилиндра в положение ВМТ. При этом метка на шкиве должна совпасть со штифтом на корпусе масляного насоса. 3. Проверьте, что толкатели клапанов первого цилиндра имеют небольшой люфт, а толкатели клапанов четвертого цилиндра сидят плотно. Если это не так, проверните двигатель еще на один оборот. 4. Измерьте в соответствии с рис. Последовательность регулировки зазоров клапанов при установки поршня первого цилиндра в положение ВМТ с помощью щупов, вставляемых между толкателем и поверхностью кулачка, зазоры клапанов. Зазоры впускных (Е) и выпускных (А) клапанов не на всех двигателях одинаковы и приводятся в таблицах размеров и регулировок. 5. Проверните двигатель на один полный оборот и замерьте зазоры, указанные на рис. Последовательность регулировки зазоров клапанов при установки поршня четвертого цилиндра в положение ВМТ. Признаком правильной регулировки является то, когда конец щупа вводится, а затем под легким нажатием щуп прогибается и входит внутрь. 6. Для регулировки зазоров клапанов следует заменить регулировочные шайбы с верхней стороны толкателей, но для снятия и установки регулировочных шайб требуется специальный инструмент. Для этого проверните коленчатый вал до установки соответствующего кулачка острием вверх и с помощью специального инструмента, показанного на рис. Использование специального инструмента для прижатия толкателей в их отверстия, или иным образом прижмите толкатель внутрь, чтобы можно было взять и вытащить маленькой отверткой и магнитом регулировочную шайбу. 7. Прежде чем прижимать толкатель, его следует повернуть так, чтобы насечка с верхней стороны была обращена к свечам. Оба толкателя прижимаются одновременно, то есть необходимо следить за тем, чтобы оба толкателя прижимались ножкой приспособления. 8. Измерьте снятую шайбу микрометром и запишите результат. 9. Вычислите толщину новой шайбы для обеспечения требуемого зазора клапана. При этом используется следующая формула: Впускные клапаны: N = Т + (А – 0,25 мм); Выпускные клапаны: N = Т + (А – 0,30 мм), где «Т» – толщина снятой шайбы. «А» – измеренный зазор клапана и «N» – толщина новой, подлежащей установке шайбы. 10. Выберите шайбу, которая по толщине наиболее близка к требуемому зазору. Имеется ряд из 25 размеров шайб толщиной от 2,2 мм до 3,4 мм через 0,05 мм. 11. Для установки регулировочной шайбы снова прижмите толкатель внутрь и вставьте шайбу. 12. Измерьте зазор клапана, как было описано выше. 13. Отрегулируйте зазоры остальных клапанов. Предупреждение Регулировочная шайба ни в коем случае не должна упасть в двигатель. Во избежание этого используйте маленькую отвертку и магнит, как это показано на рис. Использование специального инструмента для прижатия толкателей в их отверстия . Шайба может быть после этого выдвинута в сторону и «схвачена» магнитом.
Затяжка болтов ГБЦ двигателя Д-240
Затяжку болтов ГБЦ следует проверять, через 40 т км пробега и в тех случаях после установки ГБЦ ремонтов двигателя, и через пару дней работы, для усадки прокладки ГБЦ. Если этого не сделать, то возможно прогорание прокладки ГБЦ, и еще течь охлаждающей жидкости в поддон двигателя.
Затяжку болтов делаем на прогретом двигателе, примерно 60 градусов в следующем порядке.
Затяжка болтов ГБЦ
- Откручиваем верхнюю крышку клапанов.
- Откручиваем ось коромысел (не забудьте про масленый подвод).
- Проверьте затяжку всех болтов головки блока динамометрическим ключом в определенной последовательности, как показано на рисунке. Момент затяжки ключом 220-10Нм. После протяжки болтов ГБЦ установите на место ось коромысел, протяните стойки. Далее произведите регулировку зазоров клапанов.

Динамометрический ключ
Регулировку клапанов вы можете произвести самостоятельно. Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Регулировку клапанов двигателя МТЗ необходимо делать на прогретом двигателе градусов 60-40. Перед регулировкой обязательно протяните крепление стоек вала коромысел. От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива.
ГРМ и клапаны дизеля Д-245
___________________________________________________________________________
ГРМ и клапаны дизеля Д-245
Распределительный механизм ГРМ Д-245 автомобилей ЗИЛ-5301 Бычок, ГАЗ-3309, МАЗ-4370 Зубренок состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал – пятиопорный, приводится в действие от коленчатого вала через шестерни распределения. Подшипниками распределительного вала служат пять втулок, запрессованных в расточки блока.
Передняя втулка (со стороны вентилятора) из алюминиевого сплава имеет упорный бурт, удерживающий распредвал Д-245 от осевого перемещения, остальные втулки из специального чугуна.
Толкатели клапанов – стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распредвала изготовлены с небольшим наклоном, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов — стальные, качаются на оси, установленной на четырех стойках. Крайние стойки — повышенной жесткости.
Ось коромысел полая, имеет восемь радиальных отверстий для подвода масла к коромыслам. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны Д-245 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками.
Согласованная работа топливного насоса высокого давления и механизма газораспределения обеспечивается установкой шестерен распределения по меткам в соответствии с рисунком 1.
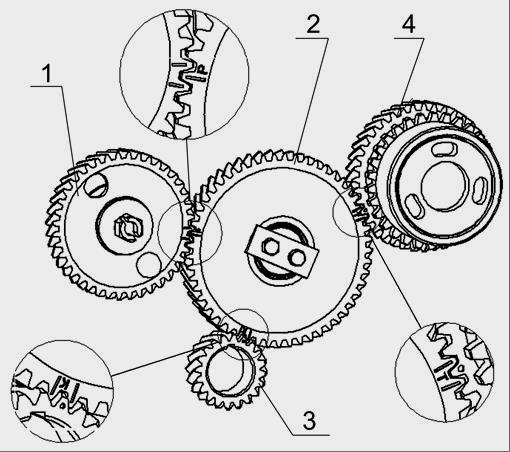
Рис. 1 — Схема установки шестерен ГРМ двигателя Д-245
1 — шестерня распределительного вала; 2 — промежуточная шестерня; 3 — шестерня коленчатого вала; 4 – шестерня привода топливного насоса.
Основные указания по притирке клапанов дизелей Д-245
Отверните гайки крепления стоек оси коромысел и демонтируйте ось коромысел с пружинами и коромыслами. Отверните болты крепления головки, снимите головку. Рассухарьте клапан, снимите тарелку пружин клапана, пружины клапана, шайбы пружин клапана; с втулки направляющей клапана снимите уплотнительную манжету.
Притирать клапаны на специальных станках или на стендах. На фаски клапанов или на фаски гнезд головки цилиндров нанести пасту, приготовленную из специального состава. Состав разводят в дизельном масле до сметанообразного состояния. Для повышения качества рекомендуется добавлять олеиновую или стеариновую жирную кислоту.
Притирку клапанов Д-245 автомобилей ЗИЛ-5301 Бычок, ГАЗ-3309, МАЗ-4370 Зубренок продолжайте до тех пор, пока на фаске клапана и на фаске седла клапана не появится непрерывный матовый поясок шириной не менее 1,5 мм, разрывы полоски или наличие рисок не допускаются. Допускается разность ширины пояска не более 0,5 мм.
После притирки клапаны и головку блока двигателя рекомендуется промыть. При сборке головки стержень клапана смазать моторным маслом. Притирку клапанов возможно производить вручную, с помощью слесарного приспособления, но трудоемкость операции притирки при этом значительно увеличивается.
Проверка затяжки болтов крепления головки блока цилиндров дизеля Д-245
Проверку затяжки болтов крепления головки блока цилиндров Д-245 производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
— снимите колпак и крышку головки цилиндров;- снимите ось коромысел с коромыслами и стойками;- динамометрическим ключом проверьте затяжку всех болтов крепления головки блока цилиндров в последовательности, указанной на рисунке 2, и, при необходимости, произведите подтяжку. Момент затяжки — 220±10 Нм.
После проверки затяжки болтов крепления головки блока цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рис.2 — Схема последовательности затяжки болтов крепления головки блока цилиндров
Проверка зазора между клапанами и коромыслами двигателя Д-245
Зазоры между клапанами и коромыслами двигателя Д-245 проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60 ºС) должен быть:
— впускные клапаны — 0,25 мм;- выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны — 0,25 мм;выпускные клапаны — 0,45 мм
Регулировку зазора межу коромыслом и клапаном Д-245 производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора клапанов отпустите контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
avtodisel.ru
Регулировка
Регулировку клапанов будем делать по моему упрощенному способу, с помощью ТНВД. Для регулировки нам потребуется инструмент, такой как ключ на 32 крутить коленвал, ключ на 14 для затяжки контргайки коромысла, отвертка, щуп, ключ на 19.
Снимаем верхнюю крышку клапанов, откручиваем трубки высокого давления на ТНВД. Ключом на 32 крутим колен вал за болт шкива и сверху ТНВД смотрим где у нас выступит солярка, значит там и ВМТ этого цилиндра. Далее дело техники, ослабляем контр гайку на 14 ключом, устанавливаем щуп и производим регулировку отверткой. Щуп должен ходить с закусыванием плотно, между клапаном и коромыслом. Зазоры идут такие; 0,25 впускной, 0,30 впускной. Порядок работы цилиндров 1,3,4,2. Таким способом регулируем по очереди все цилиндр двигателя.
СМОТРИТЕ ВИДЕО
Регулировка клапанов Д-245
Прежде чем приступить к настройке клапанов, необходимо изучить устройство и особенности данного узла. Распределительный вал имеет пять опор, в движение приводится посредством коленвала и шестеренки распределения. В качестве подшипников используются пять втулок, которые помещены в расточки блока методом прессовки.
Фронтальная втулка выполнена из алюминия, размещается в районе вентилятора, оснащена упорным буртом, фиксирующим распредвал от осевых сдвигов, другие втулки сделаны из чугуна. Стальные толкатели клапанов имеют наплавление специальным чугуном, сферическая поверхность обладает радиусом 750 мм. Кулачки распределительного вала выполнены с небольшим наклоном.
Для правильной регулировки клапанов Д-245 («Евро-2»), необходимо учитывать, что штанги толкателей сделаны из стального прутка, имеют сферическую часть, которая входит внутрь толкателя. Клапанные коромысла изготовлены из стали, качаются на оси, зафиксированной при помощи 4 стоек. Ось этих элементов полая, оборудована восемью радиальными отверстиями, служащими для доставки масла, перемещение коромысел стопорится распорками в виде пружин.